")
كيفية لحام مع لحام الحديد
كيفية لحام الحديد لحام، فيديو، تعليمات الصورة
يتم استخدام الحديد لحام لمجموعة واسعة من الأعمال. باستخدام الحديد لحام يمكنك إصلاح سماعات الرأس، وربط قطاع ليد، وإصلاح الأجهزة الكهربائية، ورقائق واللوحات. لحام مع لحام الحديد هو سهل ومع إعداد دقيق لا يسبب صعوبات حتى لشخص لم يسبق له مثيل مثل هذا العمل من قبل.

الحديد لحام هو أداة مع عنصر التدفئة المستخدمة لربط المواد منصهر. بواسطة طريقة التدفئة، وتنقسم إلى:

1-الكهربائية، 2-الهواء الساخن، 3-الغاز، 4-التعريفي
للعمل مع الدوائر الكهربائية وبطاقات سمداستبدال الكهربائية لحام الحديد. في المتوسط، لديهم قوة من 15-40 واط. مع الأجهزة التي تتجاوز 100 واط، أجزاء كبيرة ملحومة: مشعات، أنابيب النحاس من أقطار مختلفة، الخ. وتستخدم مطرقة لحام كبيرة من الطاقة تصل إلى 550 W في مختلف مجالات الصناعة: الهندسة الميكانيكية، والمعادن، وما إلى ذلك.
اختيار هذه الأداة أو تلك لا يتأثر ليس فقط من حجم الأجزاء، ولكن أيضا عن طريق التوصيل الحراري للمادة التي يتم تصنيعها. فإنه يحدد درجة حرارة التدفئة، وبالتالي، القوة اللازمة. على سبيل المثال، قد يتطلب النحاس درجة حرارة تسخين أعلى من قطعة فولاذية ذات حجم مشابه. ومن الجدير بالذكر أنه عندما لحام أجزاء النحاس، قد تنشأ حالة حيث الموصلية الحرارية العالية يؤدي إلى تفكك الاتصالات التي أجريت في وقت سابق.
العنصر الرئيسي للجهاز (أذكركم أننا نعمل أساسا الكهربائية) هو قضيب التدفئة. بل هو أنبوب النحاس و دوامة نيتشروم ملفوفة حوله. على جانب واحد من قضيب، مخبأة في مقبض الجهاز، وهناك تيار، ومن ناحية أخرى – لدغة من قضيب النحاس توالت يتم إدراج. يتم شحذ طرف طرف تحت شطبة. يحدث تسخين غيض بسبب إغلاق التيار على الحلزون نيتشروم.
للعمل الكهربائي أداة خفيفة الوزن من أبعاد مدمجة مع قدرة حرارة منخفضة مناسبة. لتجنب تبديد الجهد، فمن الأفضل لاختيار نموذج مع ثلاثة أسس المكونات. للمبتدئين، فإن الهندسة الكهربائية تكون كافية لنموذج يصل إلى 30 واط. إذا كانت السيارة لإصلاحها باستخدام الحديد لحام، فمن الأفضل للاتصال جهاز 40 واط – لربط أي نوع من الأسلاك بسرعة إلى مساحة كبيرة. لعمل مريح من الحديد لحام في السيارة الفوهات الخاصة تباع.
يستخدم العديد من مصلحي الالكترونيات محطة لحام. ويشمل هذا التصميم مجموعة من جميع الأدوات اللازمة لحام: لحام الحديد مع نصائح قابلة للاستبدال، موقف، وحدة تنظيم الجهد، ثيرموفان، أجهزة تنقية ومضخة القصدير.
كثير من الناس مهتمون في مسألة ما إذا كان من الممكن لحام بدون لحام الحديد. نعم، فمن الممكن، في هذه الحالة لحام وأجزاء يجب أن تكون ساخنة للتينينغ وحام على لهب مفتوح. هذا يسمح لك لخلق أكثر أو أقل اتصالات عالية الجودة، ولكن التكنولوجيا هي أقل أمنا. وبالإضافة إلى ذلك، المبتدئ الذي ليس لديه خبرة كافية يمكن أن تواجه صعوبات كبيرة عند العمل مع مواد مثل النحاس والألومنيوم أو الفولاذ المقاوم للصدأ.
قبل لحام الأسلاك أو الدوائر الكهربائية، يجب تحديد اللحيم المناسب. مناسبة لهذا العمل هي القصدير الفضة و القصدير الرصاص الجنود، الصنوبري. يوفر الجنود مع محتوى الرصاص جودة أعلى من لحام، ولكن لديها عيب من كونها ضارة لهذا المعدن. ويستخدم القصدير لقطع لحام والمواد التي تتطلب الحفاظ على سلامة للجسم، على سبيل المثال، الأطباق.
ويعني تمييز الوسمات المعادن التي تشكل تكوينها ومحتواها. لذلك، على سبيل المثال، تكوين لحام بوس-40 يتضمن القصدير والرصاص (القصدير الرصاص لحام). الشكل 40 يشير إلى 40٪ محتوى القصدير. ويؤثر مقدار الرصاص في حاملي بيك على اللون (يصبح أكثر قتامة) ونقطة الانصهار (الزيادات). للأعمال الكهربائية، بيك مع محتوى القصدير من 30٪ إلى 61٪، فضلا عن بر-2 و بر-2.5 غالبا ما تستخدم. في وسم من القصدير الفضة بسب-2.5، ويشير الرقم إلى أن 2.5 ± 0.3٪ من اللحام هو الفضة.

لتنظيف سطح لحام من أكاسيد، وتستخدم مخاليط خاصة – تدفق. فهي واحدة من أهم العوامل التي تؤثر على نوعية لحام. وينبغي اختيار الجريان لخصائص المواد لتكون ملحومة، تكون قوية بما فيه الكفاية لتدمير فيلم أكسيد. لا يجوز استخدام حمض تدفقات مقرها نشطة لحام لوحات الدوائر ورقائق البطاطس لأنها تآكل وتدمير الاتصالات، ولكن عند العمل مع المعادن مقاومة كيميائيا لا يمكن الاستغناء عنها. اليوم خلال لحام يستخدم عادة حمض لحام (كلوريد الزنك)، محلول كحولي من الصنوبري-LTI-120 والبوراكس (للمعادن النحاس مثل النحاس والحديد والصلب والنحاس).
إذا كنت تسير على سماعات الرأس لحام، مكبرات الصوت أو الاتصالات اللوحة، ثم كتدفق يمكنك استخدام الصنوبري. ومع ذلك، فإنه لا ينبغي أن تستخدم ل حام رقائق و لوحات الدوائر. وإيلاء اهتمام خاص لما يلي: لا يمكنك استخدام الصنوبري للآلات الموسيقية! فإنه يلوث بقوة مكان الالتصاق.

نوصي بمشاهدة هذا الفيديو. ويمكن أن يكشف عن الأسئلة المتبقية حول تدفق والجنود.
وبطبيعة الحال، من أجل أن تصبح على درجة الماجستير وأداء لحام تفاصيل أي صعوبات، تحتاج الوقت والخبرة. ومع ذلك، من أجل إصلاح سماعات الرأس، إرفاق شريط ليد أو في المنزل لتغيير المكثفات على لوحة الكمبيوتر لا تحتاج إلى معرفة خاصة. والامتثال لتعليمات وقواعد السلامة الكهربائية تسمح بتنفيذ هذه الأعمال دون صعوبات.
حالة الموقد من أهمية كبيرة لنوعية وكفاءة لحام. وتسمى عملية العناية بها تينينغ – عملية طلاء سطحها مع طبقة رقيقة من لحام. ويتم ذلك بحيث النحاس لا يتم أكسدة النحاس من طرف لحام الحديد. لحام الحديد مع طرف مؤكسد لا تتفاعل بشكل جيد مع اللحام والمواد التي يجري معالجتها. في كل مرة، قبل لحام لحام الحديد، فإنه ينبغي إعداد. أولا نتعامل مع اللدغة من الحديد لحام الباردة مع ملف، أو فرشاة قاسية، وتنظيف النحاس من الأوساخ.


ثم، تسخين الحديد لحام إلى درجة حرارة التشغيل، تحتاج عدة مرات لمسها من قبل الصنوبري ثم لحام. سبيكة ينبغي بالتساوي معطف جزء العمل.


وفيما يلي شريط فيديو حول كيفية زالوديت لحام الحديد وإعداده للعمل. ولعل من الأفضل مشاهدة الفيديو أكثر مما هو عليه في صورنا، لذا ننصحك بالبحث.
في كثير من الأحيان يتم استخدام الحديد لحام كهربائي لحام لوحات الدوائر المطبوعة. لهذا الغرض، جهاز صغير خاص من قوة متوسطة مناسبة. لمزيد من التفاصيل، وقراءة المقالة على اختيار الحديد لحام لوحات ومجالس صغيرة.
- أولا تحتاج إلى إعداد السطح، بحيث يوفر الحد الأدنى من المقاومة واتصال قوي. لإزالة الشحوم المجلس، يمكنك مسح عليه بقطعة قماش غارقة في الماء والصابون. لإزالة الرواسب الصلبة مناسبة أداة خاصة، تباع في مخزن الشخصية. يجب تنظيف موقع العمل حتى اللحظة التي يبدأ فيها النحاس في التألق. لمعالجة جهات الاتصال، يمكنك استخدام الأسيتون العادي. المذيب أقل رائحة وخطيرة هو هيدرات الميثيل.


في ما يلي مقطع فيديو يوضح بيانيا العملية برمتها:
القدرة على أسلاك اللحام يمكن أن تكون مفيدة في العديد من الحالات. واحد من أنسب الأمثلة يمكن أن يسمى سماعات الرأس بسبب كسر الأسلاك. يتم استخدام طريقتين رئيسيتين لربط الأسلاك:
- يتم فرضه الأسلاك وملحوم مع لحام.
- النوى الأسلاك قبل تطور فيما بينها ومن ثم يفرك مع مساعدة من جندى.
في كلتا الحالتين يستخدم الصنوبري. إذا كان من الضروري لتنظيف الأسلاك، ويستخدم تدفق السائل تطبيقها باستخدام فرشاة. وتستند طرق أخرى إلى أسلاك اللحام إلى بعضها البعض على اثنين من أهم المذكورة أعلاه، وترد في الشكل التالي.
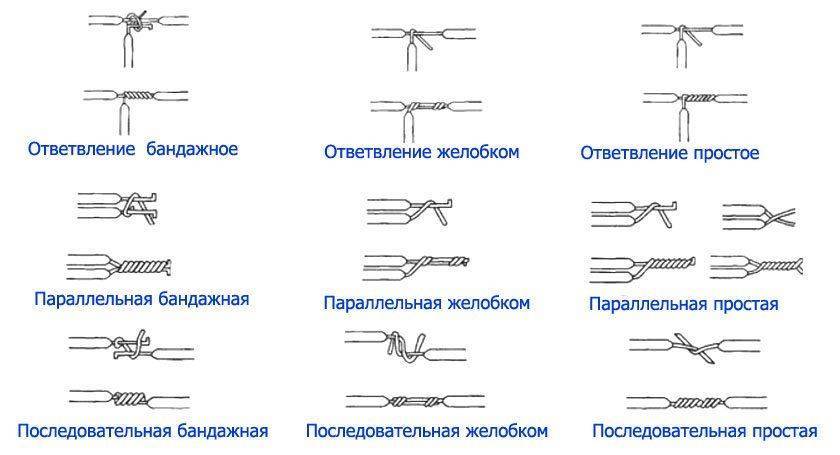
لحامض من المواد المشعة دون تركيب المطبوعة، يتم استخدام طريقتين. أول (تداخل) هو أسرع، والثاني (تويست) يضمن موثوقية أكبر من الاتصال.
من أجل إصلاح سماعات الرأس، الأسلوب الثاني المحدد هو الأنسب (كما أنها سوف توفر قوة أكبر من الاتصال). الإجراء تقريبا ما يلي:
- العثور على قسم التالفة من الأسلاك وقطع عليه. قطاع حواف الأسلاك إلى طول كاف. لإزالة العزل، فمن الأفضل لاستخدام الحديد لحام ساخنة، أو شقة، وليس حادة جدا سكين.
- طي الأسلاك معا (بالألوان) والزالوديت مع الصنوبري أو خليط من فس-1.
- لف المنطقة المعالجة بشريط كهربائي.
إذا تلف السلك في القابس نفسه أو إدخال سماعة الرأس، سيكون من الضروري لتفكيك القضية وجندى الأسلاك مباشرة إلى محطات الإدخال.
اليوم، يستخدم الشريط ليد بنشاط لتركيب الإضاءة الداخلية من التعقيد المختلفة. أنه يعطي إمكانات تصميم واسعة، لديها أبعاد صغيرة وليس أقل شأنا في الأداء لأجهزة الإضاءة الأخرى.

بغض النظر عن حجم وظروف التثبيت، يتم لحام الشريط وفقا لنفس التعليمات:
- قطع الشريط إلى الطول المطلوب، والسطح الذي يجب تثبيته، الشحوم والمجففة.
- بعد تمزيق الفيلم الواقي من الخلف، يتم لصق الشريط على سطح التركيب.
- بعد ذلك، يتم ملحومة الأسلاك لإدخال الاتصالات، أجزاء صغيرة، المخفتات، وحدات تحكم. أثناء العملية، فمن الضروري لتجنب ارتفاع درجة حرارة الشريط، وهذا يمكن أن يؤدي إلى فشل الثنائيات.
إيلاء الاهتمام، لحام اثنين من الأشرطة! زائد يجب أن تذهب إلى زائد، وناقص إلى ناقص!
يتم تصوير عملية اللحام في الصور أدناه:


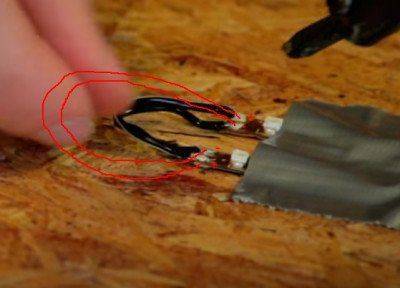
لحام الحديد مع السلطة تصل إلى 40 واط هي مناسبة تماما لحام لحام الصمام الثنائي. فمن الأفضل لاستخدام الأسلاك مع مقطع عرضي من 0.75 ملم. يتم لحام ريدز إلى محطة إيجابية، والسود إلى السلبية.
الآن، كيفية لحام المصابيح مباشرة إلى المجلس لخلق الإضاءة ليد بيديك. للقيام بذلك، تحتاج الثنائيات أنفسهم، قطعة من المجلس بالنسبة لهم (يمكنك شراء في متجر الراديو) والملحقات لحام. لتنظيف المقياس، نستخدم تدفق الألومنيوم، القصدير كما لحام.
- نحن إدراج الثنائيات في المجلس بحيث الاتصالات الإيجابية (طويلة “الكفوف”) تقع على جانب واحد، والسلبية منها من جهة أخرى. وثني الاتصالات إلى الجانبين. كن حذرا – إذا تم توصيل ديود واحد على الأقل بشكل غير صحيح، كل شيء سوف يحرق.
- بعد معالجة “الكفوف” مع تدفق، لحام لهم إلى المجلس.
- قطع طول الزائدة من الاتصالات مع مساعدة من القواطع الأسلاك. نحن تنظيف أسلاك الكهرباء لطول يساوي طول الصف الثنائي، وتطبيقه على الاتصالات المناسبة وختم عليه.
- القيام به! الآن يمكنك التحقق من تشغيل الدائرة عن طريق توصيل الأسلاك إلى إمدادات الطاقة 12 V.
يبدو أنه لا توجد صعوبة في كيفية لحام الألمنيوم. بعد كل شيء، هذه المواد لديها الموصلية الحرارية العالية ويمكن معالجتها بسهولة. وعلى الرغم من هذا، لتجهيز هذا المعدن، فمن الضروري أن تأخذ بعين الاعتبار بعض الميزات.
الألومنيوم تحت تأثير ارتفاع في درجة الحرارة بسرعة جدا يشكل على سطح أكسيد الأفلام، وبالتالي لحام لها فمن الضروري استخدام تدفقات خاصة ونصائح لحام (المغلفة مع الصلب). وإذا كان تجهيز أسلاك الألمنيوم هو عمليا نفس العمل مع المعادن الأخرى، لحام الأسطح الألمنيوم المسطح هو عملية أكثر تعقيدا بكثير. أولا وقبل كل شيء، سوف تحتاج إلى لحام الحديد بسعة 60-100 W، من أجل الاحماء أجزاء كبيرة بشكل جيد.
- قبل لحام الألمنيوم، يتم تنظيف سطح العمل من المقياس مع الصنفرة أو الملف.
- بعد أن يتم إزالة الشحوم مع البنزين، الأسيتون أو غيرها من المذيبات. ثم يجب أن يكون مشحم مشترك مع تدفق خاص.
- غيض من لحام الحديد ينحدر إلى الصنوبري أو الأمونيا قبل ظهور ضباب الضوء. هذا يزيل النحاس الذي يتم من طرف، من أكاسيد المعادن الأخرى.
- إجراءات أخرى هي عمليا نفس العمل مع المواد الأخرى: مسحات غيض في اللحام، وبعد ذلك يتم نقل كمية صغيرة منه إلى موقع لحام للتنين. بعد ذلك، يتم تطبيق الطبقة الرئيسية لحام.
وبالمثل، شبح الفولاذ المقاوم للصدأ – تتطلب هذه العملية أيضا تجريد دقيق من سطح العمل قبل تطبيق لحام.
كيفية لحام الحديد لحام بشكل صحيح
 إذا نظرنا في أساليب لحام، ثم العمل الذي قام به لحام الحديد هو الأكثر شيوعا ومريحة. على الرغم من هذا، لحام لحام الحديد واثنين من القيود الهامة التي ينبغي النظر فيها عند اختيار طريقة. لحام لحام الحديد يجب أن يكون فقط منخفضة ذوبان الجنود وأنه من الصعب لجعل التلاعب اللازمة، إذا كانت الأجزاء التي تحتاج إلى أن تكون ملحومة ضخمة جدا.
إذا نظرنا في أساليب لحام، ثم العمل الذي قام به لحام الحديد هو الأكثر شيوعا ومريحة. على الرغم من هذا، لحام لحام الحديد واثنين من القيود الهامة التي ينبغي النظر فيها عند اختيار طريقة. لحام لحام الحديد يجب أن يكون فقط منخفضة ذوبان الجنود وأنه من الصعب لجعل التلاعب اللازمة، إذا كانت الأجزاء التي تحتاج إلى أن تكون ملحومة ضخمة جدا.
يمكن التغلب على الصعوبة الأخيرة إذا كنت الاستفادة من مصادر الحرارة إضافية، مثل موقد غاز أو كهربائي، موقد الغاز. مع مساعدة من هذه المصادر، يمكنك تحقيق النتيجة المرجوة عن طريق الاحماء جزء ملحوم، على الرغم من أن هذا سيعقد العملية برمتها.
لبدء عملية لحام، تحتاج إعداد الأداة المناسبة والمواد الخاصة. أولا وقبل كل شيء، بطبيعة الحال، كنت في حاجة الى حام الحديد وأنه من المفهوم أن لا يمكنك أن تفعل دون تدفق والجندى.
المتخصصين يميزون مثل هذه الأنواع من أدوات لحام:
 الكهربائية لحام الحديد، والتي لديها سخان السيراميك أو دوامة.
الكهربائية لحام الحديد، والتي لديها سخان السيراميك أو دوامة.- الغاز لحام الحديد مجهزة الغاز الموقد.
- الحديد الحراري لحام الحديد، والتي يتم نقل الحرارة إلى المكان الصحيح عن طريق تدفق الهواء.
- المطرقة لحام الحديد (التي تعمل مع لهب مفتوح أو الكهربائية).
- التعريفي لحام الحديد.
أجهزة لحام الأكثر شيوعا هي الكهربائية لحام الحديد, لأنها سهلة الاستخدام وسهلة لشراء. يتم اختيار أداة لحام المطلوبة اعتمادا على قوتها، مما يدل على مستوى تدفق الحرارة الموجهة إلى أجزاء لتكون ملحومة.
إلى المكونات الإلكترونية لحام سيكون الجهاز الصحيح، والسلطة التي لن تتجاوز 40 W. إذا كانت الأجزاء التي تحتاج إلى لحام الجدران أو الأسلاك لا تتجاوز مليمتر واحد، فإنه سيكون من المناسب لتحديد أداة في نطاق 80-100 W. إذا كان الجدار من جزء من اثنين ملم أو أكثر، ثم تحتاج الطاقة أكثر من 100 واط. فقط لهذه الأدوات القوية تشمل المطارق، مكواة لحام تعمل بالطاقة الكهربائية، والتي يتم تصنيفها في 250 واط، وكذلك أعلى. مثل هذه الأجهزة القوية ضرورية، كقاعدة عامة، لهذه الصناعة، حيث أنه من الضروري لحام أجزاء كبيرة. سعر هذه الأجهزة غير المنزلية عالية في المقابل.
التوصيل الحراري للمواد الملحومة كما أنه من الضروري أن تأخذ في الاعتبار عند اختيار قوة لحام الحديد. على سبيل المثال، عندما لحام المنتجات من الصلب، ينبغي أن يكون في حالة أقل سخونة من عند العمل مع هيكل النحاس.
لحام مع الأدوات الكهربائية، القصدير النقي، القصدير– الرصاص، القصدير– الفضة وغيرها من تجار تستخدم.
ويختلف الجنود المحتويون على الرصاص في ضررهم، ولكن في الوقت نفسه، تكون نوعية العمل عند استخدامها أعلى بكثير من البائعين الآخرين.
إذا كان من الضروري لحام الأطباق المستخدمة للطهي، ثم سيكون من الصحيح استخدام القصدير النقي فقط.
 ووفقا للخبراء، والمواد مثل البرونز والفضة والنيكل والفضة والنحاس والقصدير والذهب والنحاس والرصاص هي ملحومة بشكل جيد. ومن المقبول تماما يمكنك لحام النيكل, سبائك منخفضة الكربون والكربون والزنك. المواد التي يصعب العمل فيها تشمل الألمنيوم، الفولاذ المقاوم للصدأ، وكذلك الكروم، سبائك الصلب عالية، البرونز الألومنيوم، الحديد الزهر، المغنيسيوم، التيتانيوم. في الممارسة العملية، يمكن ملاحظة أن فقط جزء غير مستعدة أو سلك، تدفق غير صحيح اختيار ودرجة حرارة المعالجة المختارة بشكل غير صحيح يؤدي إلى ضعف لحام.
ووفقا للخبراء، والمواد مثل البرونز والفضة والنيكل والفضة والنحاس والقصدير والذهب والنحاس والرصاص هي ملحومة بشكل جيد. ومن المقبول تماما يمكنك لحام النيكل, سبائك منخفضة الكربون والكربون والزنك. المواد التي يصعب العمل فيها تشمل الألمنيوم، الفولاذ المقاوم للصدأ، وكذلك الكروم، سبائك الصلب عالية، البرونز الألومنيوم، الحديد الزهر، المغنيسيوم، التيتانيوم. في الممارسة العملية، يمكن ملاحظة أن فقط جزء غير مستعدة أو سلك، تدفق غير صحيح اختيار ودرجة حرارة المعالجة المختارة بشكل غير صحيح يؤدي إلى ضعف لحام.
لذلك تدفق المحدد بشكل صحيح هو تعهد من العمل المنفذة تماما مع الحد الأدنى من الوقت والنفقات المادية. هو التدفق الذي هو المسؤول عن ما إذا كان المعدن المطلوب سيكون ملحوم، ما قوة المفصل سيكون، مدى صعوبة سيكون للذهاب من خلال العملية برمتها. المهمة الكاملة للتدفق هو تدمير فيلم أكسيد المعدن لتكون ملحومة.
الجريان “لحام حامض”, الذي يشير إلى التدفقات النشطة الحمضية، ويحظر تطبيق عندما يتم تنفيذ لحام الأجزاء الإلكترونية. مع العدوانية، مثل هذا التدفق يمكن أن يسبب التآكل. ولكن هذه الخاصية التي سوف تسمح لك لربط تماما الأجزاء المعدنية. وهكذا، من المعدن مستقر كيميائيا، يجب أن يكون تدفق المستخدمة أكثر نشاطا. ولكن يجب ألا ننسى أن ما تبقى من تدفقات نشطة يجب إزالتها بعد اكتمال العملية.
لحام الحديد الهياكل، والتدفقات الفعالة هي محلول مائي من كلوريد الزنك وأحماض حامض المنتجة على هذا الأساس. في هذه اللحظة، قدمت الشركات المصنعة مجموعة واسعة من تدفقات قوية، والتي يمكن أن تستخدم أيضا لحام.
عند العمل مع الفولاذ المقاوم للصدأ، على النقيض من سبائك منخفضة الكربون الصلب، فمن الضروري استخدام تدفق أكثر نشاطا، والتي سوف تدمر طبقة من الأكاسيد المستمرة التي تغطي سطح الفولاذ المقاوم للصدأ.
معرفة كيفية لحام الحديد المنتجات من لحام الحديد، فمن الواضح أن لهذه الأغراض لحام الحديد الكهربائية سوف تكون غير مناسبة، لأنها لن تكون قادرة على أداء المهمة الموكلة إليه. فمن الممكن فقط لحام الحديد الزهر بواسطة ارتفاع درجة الحرارة لحام.
لأداء عالية– جودة العمل مع الفولاذ المقاوم للصدأ، فمن الضروري تطبيق حمض الفوسفوريك (F-38). لأنه أفضل يتغلب على فيلم مقاومة أكسيد تغطي هذه المواد.
الحديد المجلفن تسمح بسهولة تدفق جندى يحتوي على كلوريد الزنك، الكحول الإيثيلي، كلوريد الأمونيوم، الصنوبري (LC-2).
 ليس كل الأجهزة والمواد اللازمة للحام. ولكن كل تبسيط وجعل العمل مع لحام الحديد أكثر ملاءمة ومريحة.
ليس كل الأجهزة والمواد اللازمة للحام. ولكن كل تبسيط وجعل العمل مع لحام الحديد أكثر ملاءمة ومريحة.
هناك حاجة إلى موقف لأداة لحام ليس فقط للراحة، ولكن أيضا للسلامة. أن طرف التدفئة من الجهاز لا تلمس الأجسام الغريبة، والتي يمكن أن تتلف من مثل هذا الاتصال.
هناك ثلاثة خيارات الحصول على مثل هذا الجهاز الضروري:
- يتم بيع الحامل في مجموعة مع أداة لحام.
- تم شراؤها.
- تنتج بشكل مستقل من ورقة من الصفائح المعدنية رقيقة.
لإزالة من فائض لحام، هناك جديلة خاصة، وهو مصنوع من أسلاك النحاس رقيقة تدفق. يتم تطبيق نهاية غير مستقر منه إلى لحام، ومن ثم يتم الضغط عليه من قبل لحام الحديد. وفي وقت لاحق، كل لحام إضافي مع مساعدة من القوات الشعرية، وهناك فرصة لتجميع في ذلك، كما هو الحال في النشاف. يتم قطع طرف المستخدمة من جديلة، التي مشربة بالفعل مع لحام، وتجاهل.
عندما لحام، وسوف يكون من المناسب جدا أن يكون الجهاز الذي يسمى “اليد الثالثة”. هذا الجهاز يحل المشكلة مع النقص الكارثي في اليدين أثناء عملية لحام، حيث يتم عقد الحديد لحام في يد واحدة، وفي اللحام الأخرى. وبالإضافة إلى ذلك، يمكن أيضا أن تكون مجهزة هذا الجهاز مع عدسة مكبرة، والتي سوف تساعد على أفضل المنتجات الصغيرة لحام أو سلك رقيقة.
وبطبيعة الحال، لا يمكنك أن تفعل دون إجراءات لحام دون ملاقط، المشابك، كماشة. بعد كل شيء، يمكن للأجزاء الحصول على الحارة جدا، وأنك لن تكون قادرة على الاحتفاظ بها بأيديكم.
هناك عدة طرق للعمل مع الحديد لحام:
- تسليم لحام من طرف الأداة إلى أجزاء الحق في آن واحد.
- تغذية جندى مباشرة إلى لوحة من الجزء لتكون ملحومة.
ولكن قبل أن نبدأ في لحام، فمن الضروري لإنتاج التلاعب التحضيرية مع التفاصيل. إعداد يتكون في تثبيت الأجزاء، تسخين الحديد لحام وترطيب بقعة لحام مع تدفق.
إذا ملحومة في الطريقة الأولى، يتم ذاب كمية صغيرة من لحام على الحديد لحام ولها لدغة الضغط إلى الأماكن اللازمة على أجزاء لتكون ملحومة. حركة ثقة من طرف لحام الحديد على طول اللحام المقصود يسهم في توزيع مثالي لحام على السطح لتكون ملحومة.
في الخيار الثاني، يجب تدفئة للمرة الاولى لحام لحام التفاصيل الضرورية لدرجة الحرارة لحام المطلوب، ومن ثم لحام يتم تغذية العودة إلى الوراء بين العناصر المطلوبة أو التعرض للسطح لحام. لحام، ذوبان، سوف ملء المسافة بين الأجزاء، والتي سوف تضمن النتيجة المرجوة.
 تينينغ هو عملية طلاء طبقة المعادن العليا مع لحام. يتم إجراء مثل هذه العملية كعلاج تحضيري قبل لحام، وكعملية مستقلة.
تينينغ هو عملية طلاء طبقة المعادن العليا مع لحام. يتم إجراء مثل هذه العملية كعلاج تحضيري قبل لحام، وكعملية مستقلة.
الاتجاه الأكثر شيوعا حيث يتم تطبيق تينينغ هو تينينغ من نهايات الأسلاك الكهربائية. كيفية لحام بشكل صحيح الأسلاك وإنتاج تينينغ للحصول على التأثير المطلوب، وسوف ننظر بالتفصيل.
اعتمادا على ما هي أسلاك ودولهم مصنوعة في هم في وقت العمل، وتجهيز التي يجب أن تخضع أيضا يختلف.
سلك النحاس أحادية النواة هو الأنسب ل تينينغ. السلك الجديد ليست محمية بواسطة أكاسيد، لذلك مع أنها لا تحتاج إلى تنفيذ التلاعب تجريد. وتتكون العملية في تطبيق تدفق إلى طرف السلك، يتم تطبيق لحام على نهاية الساخنة من الحديد لحام، ويتم على طول السلك مع حام الحديد، في حين تحاول تحويل السلك.
في بعض الحالات، عندما لا ينوي دليل أن يكون قطعت، قرص بسيط يمكن أن تساعد. يمكن أن يحدث هذا إذا كان السلك مغطى بالورنيش أو المينا. في هذه الحالة، فمن الضروري الأسبرين، تابليت وضع على ألواح وإحكام الضغط على موصل إلى سطحه، الحرارة مع لحام الحديد لبضع ثوان. في مثل هذه الإجراءات قرص يذوب، مما يسبب تدمير الورنيش. بعد ذلك، فمن الممكن لإجراء تينينغ من السلك دون مشاكل.
بخار من قرص الأسبرين ذاب ضارة بالصحة، حتى تتمكن من استخدام تدفق خاص أن يزيل الورنيش من سطح الأسلاك.
إذا كانت الأسلاك قديمة، وعادة ما يتم تغطيتها مع أكاسيد التي من شأنها منع عملية تينينغ. حل المشكلة مع الأسبرين المذكورة بالفعل. للقيام بذلك، تحتاج إلى أن تغيب الموصل، ووضعه على قرص والحرارة لعدة ثوان مع لحام الحديد، ودفع موصل من جانب إلى آخر.
 لإجراء تينينغ من السلك من الألومنيوم، تحتاج إلى شراء تدفق خاص، على سبيل المثال، مثالية “الجريان لحام الألومنيوم”. ويمكن أيضا أن تستخدم لحام المعادن مع أكسيد مقاومة الفيلم. الشيء الوحيد الذي لا ينبغي أن ينسى، عند استخدام مثل هذا التدفق، هو تنقية من بقايا سطحها لتكون ملحومة. إذا لم يتم ذلك، قد تظهر في مكان التآكل التصاق.
لإجراء تينينغ من السلك من الألومنيوم، تحتاج إلى شراء تدفق خاص، على سبيل المثال، مثالية “الجريان لحام الألومنيوم”. ويمكن أيضا أن تستخدم لحام المعادن مع أكسيد مقاومة الفيلم. الشيء الوحيد الذي لا ينبغي أن ينسى، عند استخدام مثل هذا التدفق، هو تنقية من بقايا سطحها لتكون ملحومة. إذا لم يتم ذلك، قد تظهر في مكان التآكل التصاق.
لإزالة بقايا لحام شكلت خلال تينينغ، فمن الممكن لوضع الأسلاك عموديا والضغط على حام الحديد الساخن إلى مكان الزائدة. جميع الزائدة سوف تتدفق لحام الحديد من السلك.
باستخدام كل المعرفة والمواد اللازمة، يمكنك تحقيق وظيفة مثالية عند استخدام الحديد لحام.
لحام مع حام الحديد
قبل لحام لحام الحديد، تحتاج إلى الحصول على كل ما تحتاجه. الأدوات والمواد الرئيسية، التي بدونها لحام هو المستحيل، هو لحام الحديد نفسه، جندى والتدفق.

الحديد المطرقة القديمة من نوع لحام الحديد ساخنة، على سبيل المثال، على المحك

الحديد المطرقة القديمة من نوع لحام الحديد ساخنة، على سبيل المثال، على المحك
كيفية استخدام مثل هذا الحديد لحام، يمكنك أن تتعلم من أوصاف التكنولوجيا من أعمال القصدير، كان هناك أنها كانت تستخدم في معظم الأحيان. في الوقت الحاضر، وعادة ما تستخدم الحديد لحام كهربائي بسبب توافرها وسهولة الاستخدام. ولكن تم تسخين مكاوي اللحام الأولى على لهب مفتوح.

تسخين، الحديد، تسخين، عن، أداة تعريف إنجليزية غير معروفة، إستهل، إضطرام
المعلمة الرئيسية التي يتم اختيار الحديد لحام هو قوتها، الذي يحدد كمية تدفق الحرارة نقلها إلى أجزاء لتكون ملحومة. ولحام المكونات الإلكترونية، تستخدم الأجهزة التي تصل مدتها إلى 40 واط. الأجزاء ذات الجدران الرقيقة (ذات سماكة الجدار تصل إلى 1 مم) تتطلب طاقة 80-100 واط.


محلية الصنع الغاز لحام الحديد
بالنسبة للأجزاء ذات سمك الجدار 2 مم أو أكثر، سوف تكون هناك حاجة إلى مكاوي لحام بقوة تزيد عن 100 واط. هذه هي، على وجه الخصوص، مطرقة الكهربائية لحام الحديد، تستهلك ما يصل إلى 250 W وما فوق. أكثر مكثفات لحام كثيفة الاستخدام للطاقة هي على سبيل المثال، مطرقة إرسا المطرقة 550 من نوع لحام الحديد بقوة 550 واط. وهي قادرة على تسخين تصل إلى درجة حرارة 600 درجة مئوية، ومصممة للحديد أجزاء ضخمة بشكل خاص – مشعات، وقطع غيار الآلات. ولكن لديه سعر غير كاف.

إرسا مطرقة 550 لحام الحديد
بالإضافة إلى شدة الجزء، الموصلية الحرارية للمعادن الملحومة تؤثر على الطاقة المطلوبة من حام الحديد. مع زيادة، قوة الجهاز ودرجة حرارة التدفئة يجب زيادة. عند لحام أجزاء النحاس مع الحديد لحام، يجب أن تكون ساخنة أكثر من عند لحام نفس الكتلة من كتلة ولكن مصنوعة من الفولاذ. بالمناسبة، عند العمل مع منتجات النحاس، وينشأ الوضع عندما، بسبب الموصلية الحرارية العالية من المعدن، لحام سوف تجري في الأماكن التي أجريت سابقا.

لاختيار تدفق اللازمة عند لحام يعني لحل مشكلة لحام الرئيسية. فمن نوعية التدفق الذي يحدد، أولا وقبل كل شيء، لحام من معدن معين، وسهولة أو صعوبة عملية لحام نفسها وقوة الاتصال. يجب أن يتوافق التمويه مع المواد من المنتجات لتكون محفور – من خلال قدرتها على تدمير فيلم أكسيد لها.
والتدفقات الفعالة لحام الفولاذ هي محلول مائي من كلوريد الزنك، وأحماض اللحام القائمة على ذلك، والتدفق لتي-120. يمكنك استخدام التدفقات الأخرى، أكثر قوة، والتي في السوق كثيرة.

تدفقات لحام
والفرق الرئيسي بين لحام الفولاذ المقاوم للصدأ من لحام الكربون والفولاذ المنخفض سبائك هو الحاجة إلى استخدام تدفق أكثر نشاطا اللازمة لتدمير أكاسيد مستقرة كيميائيا التي الفولاذ المقاوم للصدأ المغلفة. أما بالنسبة للحديد الزهر، فإنه يجب ملحوم مع ارتفاع درجة الحرارة لحام، وبالتالي، لحام الحديد الكهربائية ليست مناسبة لهذا الغرض.
بالنسبة للفولاذ المقاوم للصدأ، يتم استخدام حمض الفوسفوريك. فالنساخون الذين يملكون فيلم أكسيد كيميائي مستقر وتدفقات خاصة، مثل F-38، على سبيل المثال، جيدون أيضا عند التعامل.

تدفقات لحام الفولاذ المقاوم للصدأ
وبالنسبة للحديد المغلف بالزنك، يمكن استخدام تركيبة تحتوي على الصنوبري، والكحول الإيثيلي، وكلوريد الزنك وكلوريد الأمونيوم (تدفق لك-2).
المواد والأجهزة المساعدة
الوقوف لحام الحديد يخدم لضمان أن لحام الحديد ساخنة لا تلمس الجدول أو أشياء أخرى. إذا كان لا يأتي مع حام الحديد، يتم شراؤها بشكل منفصل أو التي أدلى بها بنفسك. أبسط موقف يمكن أن تكون مصنوعة من ورقة رقيقة من القصدير، وقطع الأخاديد لوضع الأداة في ذلك.

تقف لحام الحديد
الرطب فيسكوز أو رغوة المطاط إسفنج, وضعت في المقبس لمنع السقوط، فمن أكثر ملاءمة لتنظيف غيض من لحام الحديد من مع القماش العادي. لنفس الغرض، ويمكن أيضا نجارة النحاس.

الوقوف لحام الحديد مع تجويف لنجارة المعادن
إزالة الفائض لحام من سطح الأجزاء باستخدام شفط خاص أو التضفير. أول ظهور وتصميم يشبه حقنة، ومجهزة ربيع. قبل الاستخدام، يجب أن يكون الجاهزة من قبل الغرق رئيس الجذعية. بعد أن جلبت صنبور إلى لحام المنصهر، يتم خفض الربيع عن طريق الضغط على زر الافراج عنهم. ونتيجة لذلك، يتم سحب اللحام الزائد في الرأس القابلة للإزالة.

لحام الحديد مع الشفط
جديلة لإزالة جندى هو جديلة من أسلاك النحاس رقيقة تدفقها. وضع نهايته لحام و الضغط على لحام الحديد على أعلى، وذلك بفضل القوات الشعرية، يمكنك جمع كل لحام إضافي في ذلك مثل النشاف. غيض من جديلة، المشبعة مع جندى، هو ببساطة قطع.

جديلة لإزالة جندى

إزالة النحاس النحاس جديلة مع غيرها من النسيج
ومن المفيد جدا للتكيف، ودعا اليد الثالثة (أداة اليد الثالثة). عند العمل مع الحديد لحام، وأحيانا “لا يكفي الأيدي” هي كارثية – واحدة تحتلها لحام الحديد نفسه، والآخر هو ملحوم، وأنه لا يزال من الضروري للحفاظ على أجزاء ملحومة في موقف معين. و “اليد الثالثة” مريحة في أن المشابك لها يمكن تركيبها بسهولة في أي موقف بالنسبة لبعضها البعض.

لحام حامل “اليد الثالثة”
يتم تسخين الأجزاء لتكون ملحومة إلى درجة حرارة عالية، لمسها يمكن أن تحرق. لذلك، فمن المستحسن أن يكون مختلف أجهزة لقط السماح التلاعب أجزاء ساخنة – كماشة, ملاقيط, لقطات.
قبل استخدام الحديد لحام، تحتاج إلى إعداد طرفها. الإعداد يعتمد على مظهره الأصلي. إذا كان طرف مصنوع من النحاس غير المطلية، يمكن مزورة طرفها في شكل مفك، فإنه سيتم ختم النحاس وإعطائها مقاومة متزايدة لارتداء. يمكنك فقط شحذ على الصنفرة أو ملف، مما يعطيها الشكل اللازم – في شكل مخروط حاد أو اقتطاع مع زوايا مختلفة، هرم رباعي السطوح، شطبة الزاوي على جانب واحد. لحماية النحاس من الأكسدة، وتستخدم طلاء المعادن النيكل. إذا كان لحام الحديد مثل هذا الطلاء، فإنه من المستحيل لصياغة وشحذ لتجنب الأضرار التي لحقت طبقة التغطية.
هناك عدد موحد من أشكال النصائح، ولكن يمكنك، بطبيعة الحال، استخدام أي شكل مناسب لوظيفة معينة.

نصائح لحام الحديد
عندما لحام أجزاء صلبة، منطقة الاتصال لحام الحديد مع الشغل يجب أن يكون الحد الأقصى – لضمان أفضل نقل الحرارة. في هذه الحالة، أفضل زاوية هو شحذ قضيب جولة (2 في الصورة أعلاه). إذا كان من المفترض أن تكون ملحومة أجزاء صغيرة، حادة مخروطي الشكل (4)، سكين أو أشكال أخرى مع زوايا صغيرة هي مناسبة.
تعليمات للعمل مع لحام الحديد الذي لديه لدغة النحاس دون طلاء، تحتوي على شرط إلزامي واحد – تينينغ “تلميح” لحام الحديد الجديد من أجل حمايته من الأكسدة وارتداء. وينبغي أن يتم ذلك في التدفئة الأولى، وليس بطيئة جدا. وإلا، فإن “اللدغة” سيتم تغطيتها مع طبقة رقيقة من الحجم، وسوف لحام لا تريد التمسك به. ويمكن القيام بذلك بطرق مختلفة. الاحماء لحام الحديد إلى درجة حرارة التشغيل، لمس “اللدغة” إلى الصنوبري، تذوب اللحيم على ذلك وطحن الماضي حول قطعة من الخشب. أو امسح طرف التسخين بقطعة قماش مبللة بمحلول من كلوريد الزنك، تذوب اللحام وقطعة من الأمونيا أو ملح طاولة حجرية عليها مع طرف. والشيء الرئيسي هو أنه نتيجة لهذه العمليات يتم تغطية جزء العمل من طرف تماما مع طبقة رقيقة من لحام.
الحاجة إلى زالوزيت اللدغة سببها حقيقة أن تدفق يتآكل تدريجيا، وحامض يذوب اللدغة. بسبب فقدان الشكل، فمن الضروري أن شحذ بانتظام اللدغة، وأكثر نشاطا تدفق، في كثير من الأحيان، وأحيانا عدة مرات في اليوم. في سعات النيكل والنيكل يمنع الوصول إلى النحاس وحمايته، ولكن هذه اللسعات التي تستهدف تتطلب معالجة متأنية، ويخاف من ارتفاع درجة الحرارة، وليس حقيقة أن الشركة المصنعة لم تفعل ما يكفي من تغطية عالية الجودة، الأمر الذي يتطلب لدفع مبالغ زائدة.
أولا وقبل كل شيء، انها تنظيف أجزاء من الأوساخ والشحوم. لا توجد خواص خاصة هنا: فمن الضروري لتنظيف الجزء من الزيوت والدهون والأوساخ مع مساعدة من المذيبات (البنزين، الأسيتون أو غيرهم). إذا كان هناك صدأ، فإنه يجب إزالتها بواسطة أي وسيلة ميكانيكية مناسبة – باستخدام عجلة الصنفرة، فرشاة سلك أو الصنفرة. في حالة سبائك عالية والفولاذ المقاوم للصدأ، فمن المستحسن لعلاج حواف انضم مع أداة جلخ، لأن فيلم أكسيد هذه المعادن قوية بشكل خاص.
يجب أن تتجاوز درجة حرارة اللحام (درجة حرارة الأجزاء المراد تصنيعها بالنحاس) نقطة انصهار اللحام بنسبة 40-80 درجة مئوية، ودرجة حرارة طرف التدفئة – بمقدار 20-40 درجة مئوية، ودرجة حرارة اللحام. الشرط الأخير ويرجع ذلك إلى حقيقة أنه عندما لمست مع أجزاء ملحومة، ودرجة الحرارة من لحام الحديد سوف تنخفض بسبب إزالة الحرارة. وبالتالي، فإن درجة حرارة التدفئة من طرف يجب أن تتجاوز نقطة انصهار لحام بنسبة 60-120 درجة مئوية. إذا تم استخدام محطة لحام، يتم تعيين درجة الحرارة المطلوبة ببساطة من قبل المنظم. عند استخدام الحديد لحام دون التحكم في درجة الحرارة، فمن الممكن لتقييم قيمته الفعلية عند استخدام الصنوبري كتدفق، عن طريق سلوك الصنوبري عند لمس الحديد لحام. يجب أن يغلي وينبعث منها ببطء البخار، ولكن لا تحرق على الفور، ولكن البقاء على طرف في شكل قطرات الغليان.
ارتفاع درجة الحرارة لحام كما ضارة، فإنه يتسبب حرق وتفحم من تدفق حتى سطح تقاطع تفعيلها. يظهر الانهاك أكاسيد فيلم المظلمة التي تحدث على لحام، الذي يقع على طرف حام الحديد، فضلا عن حقيقة أنه لم يعقد ل”اللدغة”، التي تتدفق منه.
- توريد (استنزاف) لحام إلى أجزاء ملحومة من طرف لحام الحديد.
- خدمة لحام مباشرة على أجزاء ملحومة (على لوحة).
مع أي طريقة، يجب أولا إعداد أجزاء لحام، وتثبيت وتأمين لهم في موقعهم الأصلي، تسخين الحديد لحام وترطيب المشترك مع تدفق. وتختلف الإجراءات الأخرى تبعا للطريقة المستخدمة.
عندما يتم تغذية اللحيم من الحديد لحام، يتم ذوب كمية معينة من لحام على ذلك (التي ستعقد في طرف) و “اللدغة” إلى أجزاء لتكون ملحومة يتم الضغط. في هذه الحالة، فإن تدفق تبدأ في الغليان وتبخر، ويمر لحام ذاب من الحديد لحام إلى تقاطع. يتم ضمان حركة طرف على طول اللحام في المستقبل من خلال توزيع لحام على المفصل.

لحام على طرف لحام الحديد
اللحيم على هلام قد يكون كافيا إذا اللدغة اكتسبت ببساطة معان معدنية. إذا كان شكل اللدغة قد تغير بشكل ملحوظ، ثم لحام هو أكثر من اللازم.

لحام الحديد لديها الكثير من اللحيم
عندما يتم تغذية اللحيم مباشرة إلى تقاطع، لحام الحديد أولا يسخن الأجزاء إلى درجة حرارة لحام، ثم يتم تطبيق لحام إلى الجزء أو إلى تقاطع بين لحام الحديد والجزء. عندما ذوبان، فإن لحام ملء المشتركة بين الأجزاء لتكون ملحومة. اختيار كيفية لحام الحديد لحام – الطريقة الأولى أو الثانية – ينبغي، تبعا لطبيعة العمل المنجز. لأجزاء صغيرة، الأسلوب الأول هو الأنسب، ل كبيرة منها الطريقة الثانية هو أفضل.
المتطلبات الرئيسية لحام ذات جودة عالية هي:
- التدفئة جيدة من حام الحديد و أجزاء ملحومة.
- تدفق كاف؛
- إدخال كمية مناسبة من لحام – بالضبط بقدر المطلوبة، ولكن لا أكثر.
وفيما يلي بعض النصائح حول كيفية لحام بشكل صحيح مع حام الحديد.
إذا كان لحام لا تتدفق، ولكن لطخت، ثم درجة حرارة الأجزاء لم تصل إلى القيم المطلوبة، تحتاج إلى زيادة درجة حرارة تسخين الحديد لحام أو اتخاذ الجهاز أكثر قوة.
أنت لا تحتاج إلى جعل الكثير من اللحيم. ويفترض لحام نوعي وجود في الحد الأدنى من كمية كافية كحد أدنى من المواد، التي يتم الحصول على التماس مقعرة قليلا. إذا كان اللحام كان أكثر من اللازم، لا تحاول إرفاقه في مكان ما على المفصل، فمن الأفضل لإزالته عن طريق مص أو تجديل.
يشار إلى جودة تقاطع من لونه. جودة عالية – تقاطع لديه بريق مشرق. درجة الحرارة غير كافية يجعل هيكل تقاطع محبب، الاسفنجية – وهذا زواج لا لبس فيه. يبدو لحام اللحام مملة ولها قوة منخفضة، والتي في بعض الحالات قد تكون مقبولة تماما.
عند استخدام التدفقات النشطة (الحمضية)، فمن الضروري لشطف بعد بقايا لحام – نوع من المنظفات أو الصابون القلوي المعتاد. خلاف ذلك، لا يمكن أن يكون هناك أي ضمان أنه بعد مرور بعض الوقت لن يتم تدمير الاتصال عن طريق التآكل من الأحماض المتبقية.
تينينغ من الأسلاك. تينينغ نهايات الأسلاك الكهربائية هي واحدة من العمليات الأكثر شيوعا. يتم ذلك قبل لحام الأسلاك إلى جهات الاتصال، لحام معا أو أفضل الاتصال مع المحطات عند توصيله مع البراغي. من الأسلاك متعددة المشعع المشع، فمن المريح لجعل حلقة التي توفر الراحة عند تثبيتها إلى محطة والاتصال الجيد.
الأسلاك يمكن أن تكون أحادية النواة و تقطعت بهم السبل، والنحاس والألومنيوم، ورنيش أم لا، نظيفة جديدة أو الحمضية القديمة منها. اعتمادا على هذه الميزات، ورعايتهم مختلفة.
أبسط طريقة هي القصدير أسلاك النحاس الصلبة. إذا كان جديدا، لا يتم تغطيتها مع أكاسيد وluditsya حتى من دون تجريد، وتحتاج فقط إلى وضع على سطح تدفق الأسلاك تطبيقها على ساخنة لحام أسلاك اللحام الحديد حام الحديد يمكن أن تتحرك على، وتناوب قليلا السلك. وكقاعدة عامة، يمر تينينغ دون مشاكل.


إذا كان موصل لا تريد أن تغضب – بسبب وجود ورنيش (المينا) – يساعد الاسبرين المعتاد. معرفة كيفية لحام الحديد لحام مع قرص الأسبرين (حمض الصفصاف) يمكن في بعض الحالات تكون مفيدة جدا. فمن الضروري لوضعه على لوحة، اضغط على موصل لذلك والحرارة لعدة ثوان مع لحام الحديد. في هذه الحالة، يبدأ قرص تذوب، والحمض الناتج يدمر ورنيش. بعد ذلك، عادة ما يتم تكسير السلك بسهولة.
إذا لم يكن هناك الأسبرين، وإزالتها من على سطح حام موصل التدخل الورنيش يساعد كلوريد الفينيل وعزل الأسلاك الكهربائية، والتي، عند تسخينها، وتنتج مركبات التي تدمر ورنيش. تحتاج إلى الضغط وظائف لحام إلى قطعة العزل واسحب عليه عدة مرات بين العزل وحام الحديد. ثم إشعاع السلك بالطريقة المعتادة. عند التنظيف من الورنيش مع الصنفرة أو سكين، شقوق وكسور من عروق الأسلاك رقيقة ليست غير شائعة. عند التطهير عن طريق تحميص، يمكن أن تفقد الأسلاك قوة وكسر بسهولة.
وينبغي أن يوضع في الاعتبار أن ذاب بولي فينيل كلورايد والأسبرين الافراج عن المواد الضارة في الهواء.
أيضا، للأسلاك المينا (المينا)، يمكنك شراء تدفق خاص أن يزيل الورنيش.

تدفق لحام أسلاك مطلية بالمينا
أسلاك النحاس متعددة حبلا جديدة جيدة مثل سلك أحادية النواة. الميزة الوحيدة هي لتدوير في الاتجاه الذي الأسلاك سوف تكون الملتوية وليس أونوند.
يمكن تغطية الأسلاك القديمة بأكاسيد تمنع تينينغ. نفس قرص من الأسبرين سوف تساعدك على التعامل معها. نحن بحاجة إلى أن نتجاهل الموصل، ووضعه على الأسبرين ودافئة بضع ثوان مع لحام الحديد، وتحريك الموصل ذهابا وإيابا – ومشكلة التشعيع يختفي.
للحصول على تينينغ من أسلاك الألمنيوم، وسوف تحتاج إلى تدفق خاص – على سبيل المثال، وهو ما يسمى “تدفق لحام الألومنيوم”. هذا الجريان هو عالمي، ومناسبة أيضا لحام المعادن مع أكسيد مقاومة كيميائيا فيلم – الفولاذ المقاوم للصدأ، على وجه الخصوص. عند استخدامه، واحد فقط يحتاج إلى تذكر بعد تنظيف المفصل من بقايا التمويه لتجنب التآكل.

إذا، خلال تينينغ من الأسلاك، الأمواج الزائدة شكلت عليها، يمكنك إزالته عن طريق وضع الأسلاك عموديا نهاية لأسفل والضغط على حام الحديد الساخن إلى نهايته. مصارف لحام الزائدة من السلك إلى الحديد لحام.
تينينغ السطوح المعدنية الكبيرة
ثم فرشاة أو أداة أخرى تدفق المناسب على سطح الورقة، يتم تطبيق التمويه (هذا قد لا يكون تدفق فطيرة كما في الصورة أدناه، وعلى سبيل المثال، محلول كلوريد الزنك، أو غيرها من تدفق النشطة).

طلاء السطح مع تدفق بواسطة تينينغ
يتم تسخين الحديد لحام مع سطح مستو كبير نسبيا من طرف إلى درجة الحرارة المطلوبة ويتم تطبيق لحام على سطح الجزء. فمن المرغوب فيه أن قوة لحام الحديد حوالي 100 W أو أعلى.

لحام الحديد مع تلميح مناسب وجندى للتنين
ثم يتم تطبيق الحديد لحام لحام على الجزء مع أكبر طائرة ويقام في هذا الموقف. الوقت لتسخين جزء يعتمد على أبعاده، قوة لحام الحديد و منطقة الاتصال. ويشار إلى تحقيق درجة الحرارة المطلوبة من قبل إفراز من تدفق، وذوبان لحام وانتشار لحام على السطح. تدريجيا يتم توزيع لحام على السطح.

تينينغ الجسم المعدني مع لحام الحديد
بعد تينينغ، يتم تنظيف السطح المعدني من بقايا التمويه مع الكحول، الأسيتون، البنزين، الماء والصابون (اعتمادا على التركيب الكيميائي للتدفق).

تنظيف الجسم من تدفق بعد تينينغ
إذا لا ينتشر جندى على سطح المعدن، فإنه قد يكون راجعا إلى تنظيف الأسطح الفقيرة التعليب مسبق، وسوء الحارة المعدنية (بسبب قوة كافية من الحديد لحام، منطقة اتصال صغيرة، كافية أجزاء دافئ المعادن)، القذرة لحام الحافة. وهناك سبب آخر قد يكون اختيار خاطئ للتدفق أو لحام.

محاولة فاشلة لقصدير المعادن
يمكن أن يتم طلاء القصدير من خلال تطبيق (التفريغ) لحام مع حام الحديد وتوزيعها “اللدغة” على السطح، أو من خلال تطبيق مباشرة على لوحة لحام – لحام يذوب على لمس الجزء المعدني مسخن.
ورقة اللفة
في الحالة الأولى، يتم تداخل المناطق المتداخلة من الأجزاء بعد تجريد ميكانيكي وإزالة الشحوم. ثم يتم تطبيق أجزاء من المفصل على بعضها البعض من قبل السطوح المشععة، الثابتة بواسطة أجهزة لقط وتسخينها مع حام الحديد من مختلف الجوانب إلى نقطة انصهار لحام. دليل على لحام ناجح هو تدفق لحام ذاب من الفجوة.
في الطريقة الثانية، بعد إعداد الأجزاء، يتم تغطية منطقة الاتصال من واحدة من أجزاء مع لصق جندى. ثم يتم إصلاح الأجزاء في الموضع المطلوب، وتشديد مع المشابك، وكما هو الحال في الحالة الأولى، يتم تسخين التماس مع حام الحديد على كلا الجانبين.

لحام الصفائح المعدنية: تطبيق لصق اللحام واتصال الأجزاء

لحام الصفائح المعدنية: التدفئة مع لحام الحديد